Spiral Freezer Benefits: 7 Reasons They Pay Off Without Expanding Your Plant
Increase Throughput, Improve Product Quality, and Reduce Sanitation Downtime—Without Expanding Your Plant
Is your freezer limiting production?
👉Request a quick capacity and ROI check with Summit Process Solutions
Many food processors reach a freezing capacity limit long before they run out of demand.
Production lines grow, product volumes increase, and suddenly the freezer becomes the bottleneck.
The typical solution—adding more tunnel freezing capacity—often means expanding the building, which introduces cost, downtime, and regulatory hurdles.
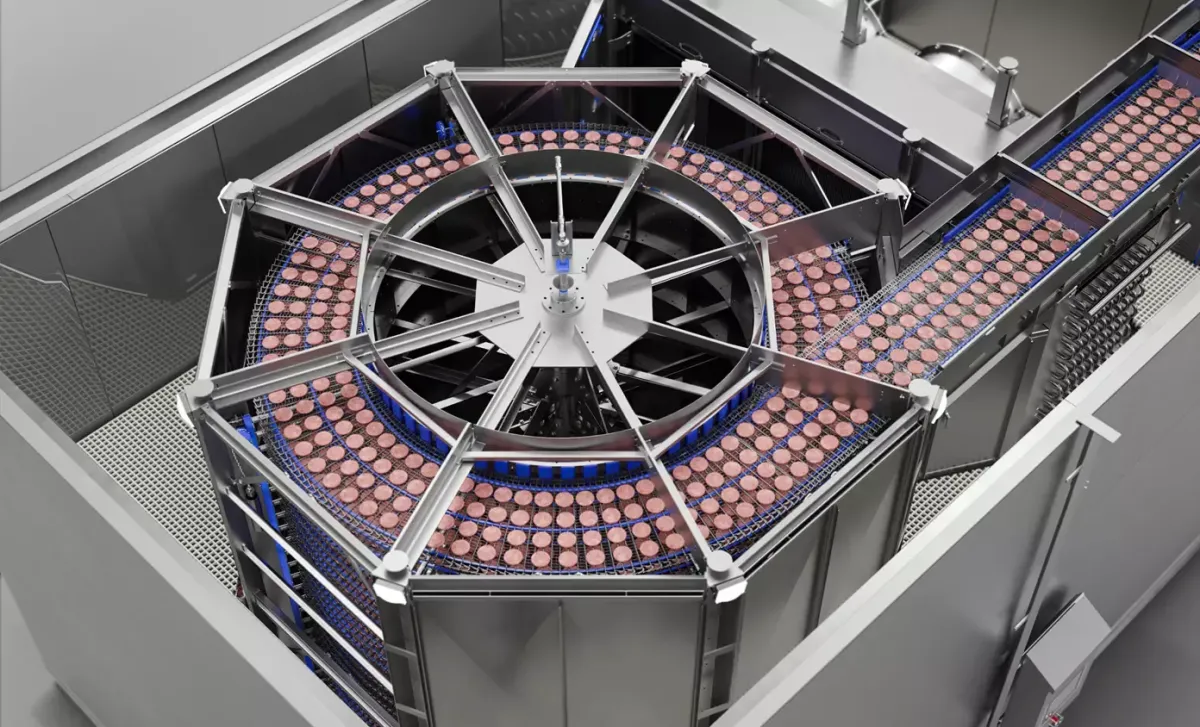
Spiral freezers offer a different path.
By stacking freezing capacity vertically instead of extending horizontally, spiral freezers can dramatically increase throughput within the same footprint while protecting product quality and simplifying sanitation.
For processors handling poultry, seafood, bakery, or prepared foods, that combination can quickly translate into measurable operational gains.
1. Increase Freezing Capacity Without Expanding Your Plant
Traditional tunnel freezers require long floor runs to achieve the dwell time needed for freezing.
Spiral freezers solve this by using a helical conveyor design, allowing products to travel vertically through multiple tiers.
This approach delivers:
More dwell time in less space
Higher throughput per square metre
Increased production capacity without construction
For many processors, this is the fastest way to unlock growth without expanding the facility.
2. Protect Product Quality and Yield
Freezing performance isn’t just about reaching temperature—it’s about preserving product integrity.
Spiral freezers maintain stable airflow and uniform temperatures, which helps prevent:
Ice crystal formation
Moisture loss
Coating damage
Soft centres
The result is more consistent product quality across batches, whether freezing poultry portions, seafood, vegetables, or bakery products.
3. Maintain Continuous Production Flow
Many food processing lines operate continuously through forming, coating, cooking, and packaging.
A freezer that frequently stops or defrosts can disrupt that entire workflow.
Spiral freezers are designed for continuous operation, allowing them to match upstream processes and reduce production bottlenecks.
The benefit is smoother plant operations and more predictable throughput.
4. Reduce Sanitation Time
Sanitation is one of the hidden costs in freezing operations.
Older systems often require extensive manual cleaning, which increases labour hours and extends downtime.
Modern spiral freezers incorporate hygienic design features, including:
Fully welded stainless frames
Sloped surfaces
Easy-access cleaning zones
Optional clean-in-place (CIP) systems
These features significantly reduce sanitation effort and support food safety compliance.
5. Improve Freezing Consistency
Inside a spiral freezer, products move through controlled cold zones while high-velocity air removes heat evenly across every tier.
Key variables include:
Belt speed (controls dwell time)
Airflow distribution (controls freezing uniformity)
Enclosure stability (controls temperature consistency)
This controlled environment ensures products reach their target core temperature reliably.
6. Lower Long-Term Operating Costs
For many processors, spiral freezers offer lower long-term operating costs compared with cryogenic freezing systems.
Mechanical refrigeration provides:
Predictable energy consumption
Stable operating costs
Independence from cryogen supply pricing
When combined with higher throughput and reduced downtime, the per-kilogram freezing cost can improve significantly.
7. Integrate Easily With Existing Production Lines
Implementing a spiral freezer typically follows a structured integration process:
Define product and throughput requirements
Confirm plant layout and utilities
Install and commission equipment
Train operators and optimise performance
With the right planning, spiral freezers can integrate smoothly with existing processing lines.
Is a Spiral Freezer Right for Your Operation?
If your plant is experiencing:
Freezing capacity limits
Inconsistent product quality
Sanitation downtime
Production bottlenecks
A spiral freezer may offer a practical solution.
DSI Dantech Spiral Freezers are designed to deliver reliable IQF performance while maximising throughput and plant efficiency.
Take the next step
Want to know if a DSI Dantech Spiral Freezer is the best option for your production line?
Request a Spiral Freezer Consultation with Summit Process Solutions.
We’ll help you evaluate sizing, utilities, and integration requirements.
